3D Drafting and Printing Services
2think has many 3D printing technologies in-house to suite your product prototyping and presentation needs. These technologies include DLP (Digital Light Projection), SLA (Stereolithography), FFF (Fused Filament Fabrication or FDM – Fused Deposition Modeling) and SLS (Selective Laser Sintering). These 3D printing methodologies can print objects using several different materials, each of which have a wide variety of mechanical properties.
3D Printing Featured Projects
Digital Light Projection (DLP)
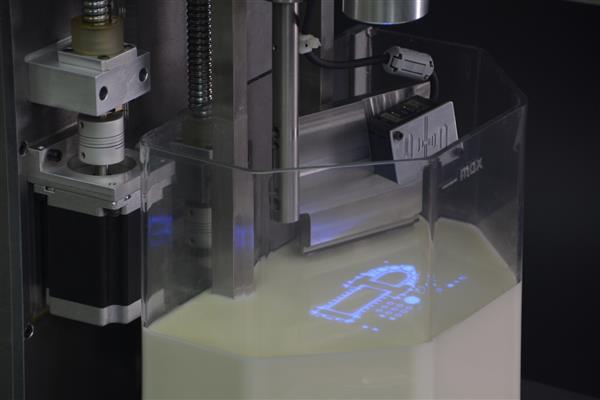
DLP technology is a rather unique technology when compared to the mainstream methods of 3D Printing. It incorporates a vat of light sensitive resin (most notably sensitive to 405 nM in the ultraviolet range) and a Digital Light Projector which projects an extremely thin layer of the part’s cross-sectional profile onto the surface of the resin for a specific amount of time. Because the resin is light sensitive, this thin profile layer hardens and the process is repeated. As the layers build up the partially built part lowers down into the vat of resin. Once the part is finished the build platform raises up and the result is an extremely fine detailed part print. Resins available to print with vary widely, depending upon a client’s application.
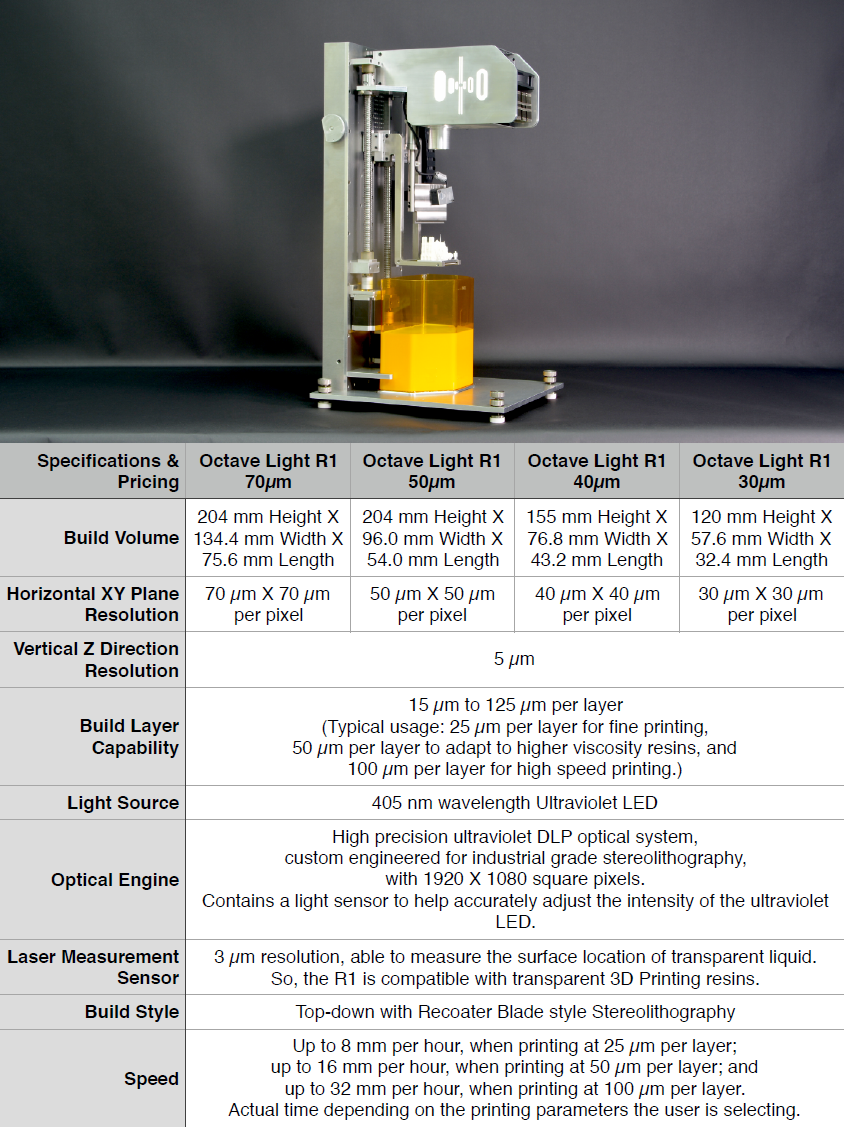
Below are the specs of the OctaveLight R1 DLP Printer (70 uM layer version) 2think has to offer clients:
Stereolithography (SLA)
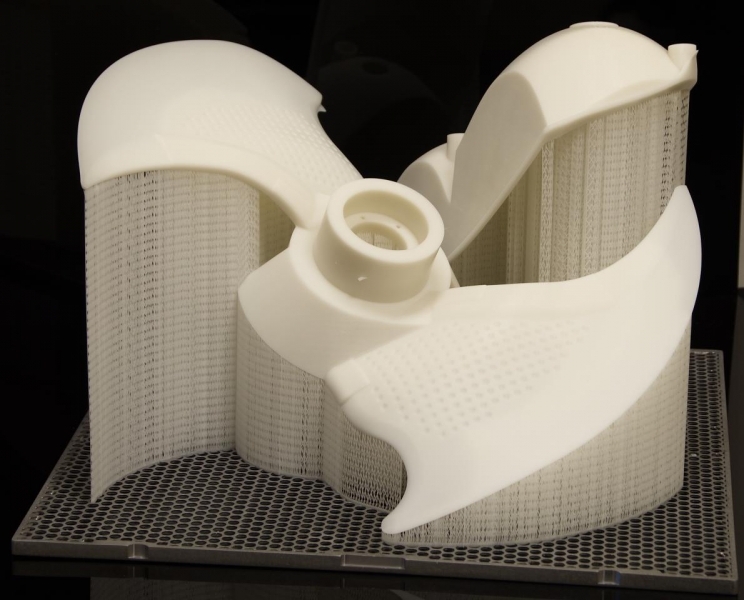
Stereolithography is a light sensitive resin based technology which uses lasers, tuned to a very specific wavelength (most notably to 405 nM in the ultraviolet range) and traces a part’s cross-sectional profile, layer by layer, onto the resin surface using an extremely narrow beam. Different from most DLP technologies where a part lowers into a vat of resin, SLA technology usually builds a part as it is raised out of the resin vat. Using this method also produces a very high degree of detail as the laser beam is extremely narrow, however, most parts using this method of printing require a large number of “support structures” in order to support the part as it is being built. These supports are then removed in a post-print operation and further surface preparation is performed according to the client’s specifications. Resins available to print with vary widely, depending upon a client’s application. There are many many kinds of SLA resins to choose from, depending upon a client’s application.
Below are the specs of the FORM 2 SLA Printer, 2think has to offer clients:

Fused Filament Fabrication (FFF or FDM – Fused Deposition Modeling)
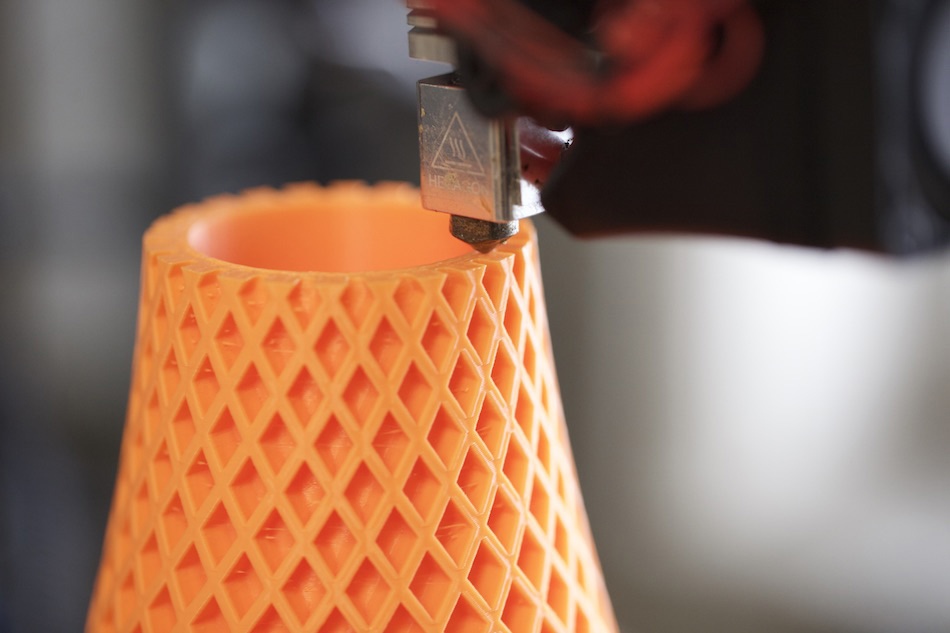
Fused Filament Fabrication is the most common of all the 3D printing methodologies, due to its history, ease of use and relatively inexpensive cost of materials and operation. FFF is where solid, thin diameter plastic filament is fed into a heated nozzle where the filament is instantly melted and extruded out its end. As the melted plastic is extruded the nozzle is simultaneously tracing a part’s cross-sectional profile, layer by layer. As each new layer of plastic is laid down over the prior one it adheres to its previous layer building the desired part a layer at a time. With each new layer, the build platform lowers the part by the thickness of the new layer of extruded hot plastic. There are literally hundreds of different kinds of filament to choose from, depending upon a client’s application.
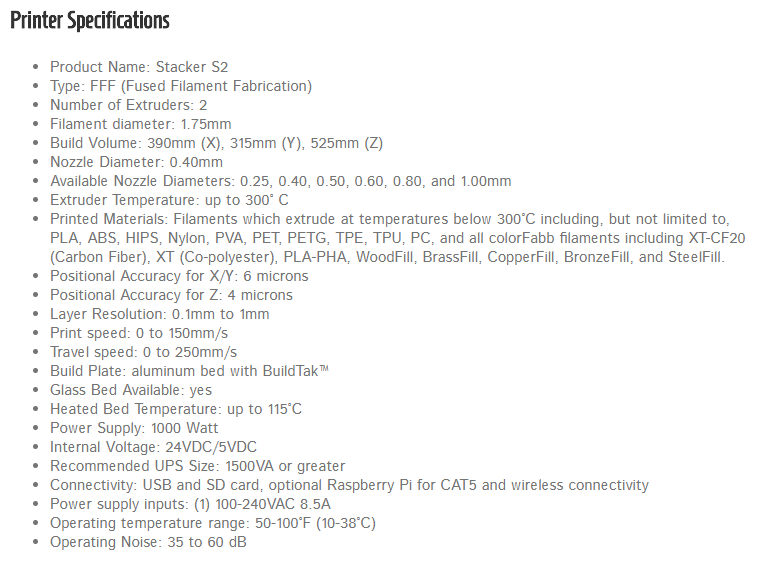
Below are the specs of the STACKER S2 FFF Printer 2think has to offer clients:

Selective Laser Sintering (SLS)
Selective Laser Sintering is a plastic powder and metal powder technology used to create very strong parts from melting (“sintering”) plastic or metal powder using a relatively high-powdered laser. In this process, a build platform gets an extremely thin layer of powder uniformly rolled onto its surface. After which time, a laser traces a part’s cross-sectional profile, layer by layer, melting tiny bits of powder in the newly rolled out layer into the previous melted layer, fusing each layer together with an exceptionally strong bond. This sequence continues until the whole part is made from melted and solidified plastic or metal powder particles. Aside from creating very strong parts, another major advantage to this method is that there are no support structures required due to the part being completely surrounded by the un-sintered powder, which acts to support the part as it’s being built. Predominately, Nylon powder is used for plastic SLS parts and various alloys of Aluminum, Carbon Steel, Stainless Steel and Titanium are used for metal SLS parts.
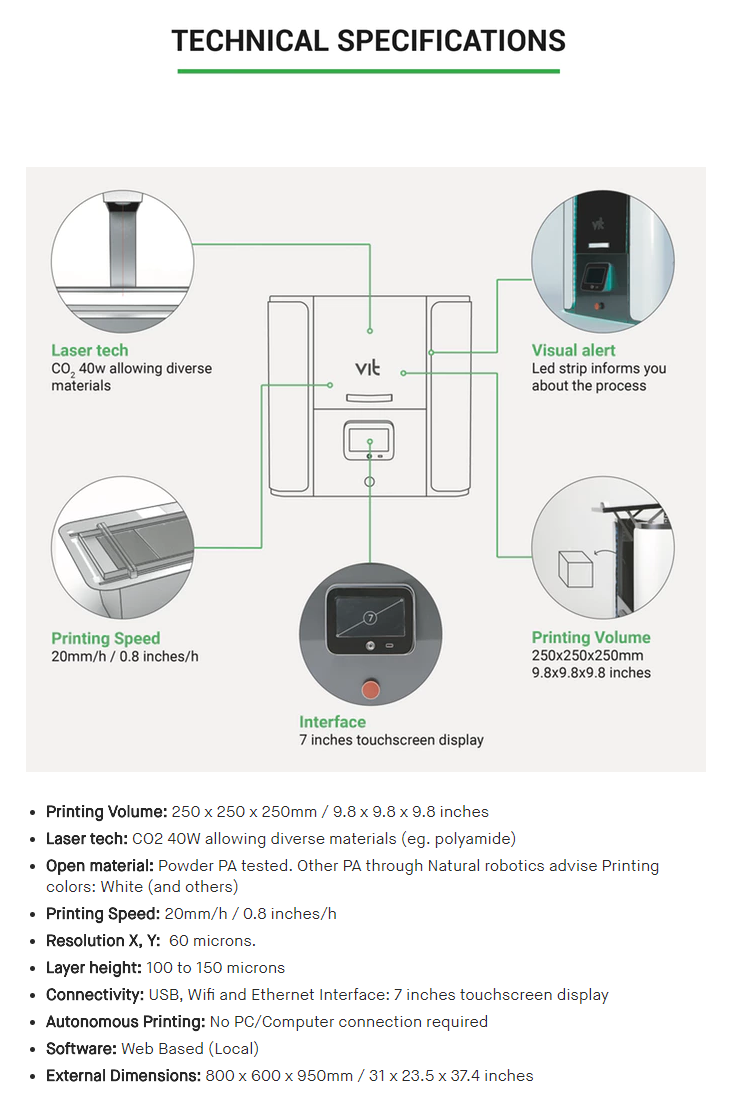
*** 2think will be able to offer its clients only plastic parts. Below are the specs of the VIT SLS Printer (Coming Fall, 2018):
Well, that question is a hugely open-ended one in that there are SO many variables to determine an appropriate method and the materials to be use within that method for any one end-use application. However, to grossly generalize, starting from strongest to weakest, SLS using Nylon and metal materials will generally be your best choice for those applications requiring high strength, toughness and wearability. This is followed by FFF then on to DLP and finally ending with SLA. Now, on the other hand, if the end-use application is purely for demonstration and marketing purposes (a.k.a. looks and surface finish) DLP is by far the best choice, followed by a close second using SLA then on to SLS and finally ending with FFF.
Absolutely; DLP and SLA are the best methods for this type of work, with DLP requiring very little post sanding surface finishing followed by SLA. SLA is second because the removal of the support structures in this method require a fair amount of sanding to remove the “pock” marks left behind on the part’s surface. The surface of an SLS part is more like a very rough sandpaper. However, because this methods produces very strong end-use parts, its surface is generally of less concern. FFF can actually attain a very nice and smooth surface finish, but there is a large amount of time and effort required to fill all the voids with filler due to the nature of the FFF process. After which more time and effort is required to sand smooth all the filler before painting. This process of filling and sanding is often required to be repeated several times before one attains an acceptable surface finish for painting.
This answer is 100% dependent upon the exact printer used to print any one part. In the case of what 2think, LLC can offer, please refer to the following Length (L) x Width (W) x Height (H) dimensions below (given in inches):
DLP: 5.291” x 2.976” x 8.031”
SLA: 5.7” x 5.7” x 6.9”
FFF: 15.354” x 12.402” x 20.669”
SLS: 9.843” x 9.843” x 9.843”
Yes, there are several glues on the market to facilitate this method of making larger parts, the prime of which are most of the “Super” (Cyanoacrylate) glues on the market. The more challenging part of this effort is not so much in the gluing of parts together but in the design of the smaller, separate parts to make the single larger one.
We’d Like To Meet You
No matter what stage of the development process, 2Think is here to take garage developers to corporations where they want to go with their product. Please take a moment to drop us a line so that we may discuss your design requirements.